 シール
シール 照明
照明 工業資材
工業資材 シール
シール 照明
照明 工業資材
工業資材

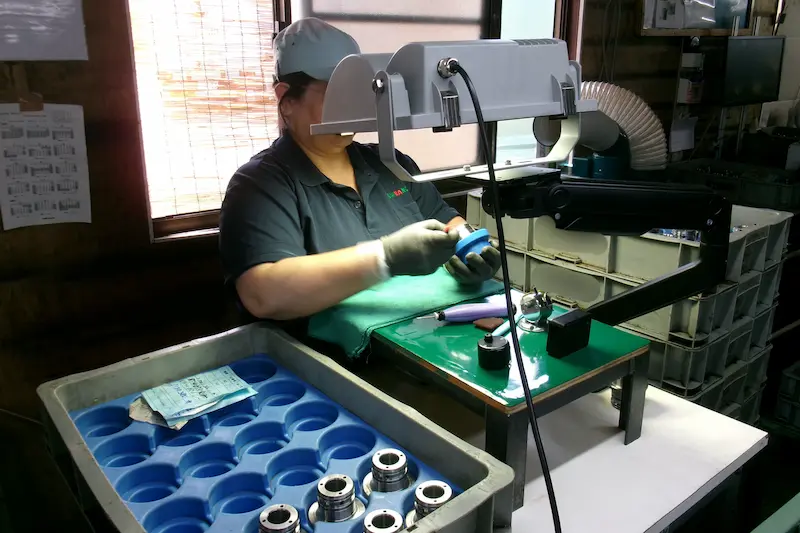
製造業における製品検査とは、高品質な製品を顧客に届け、自社の信頼維持をするために欠かせない工程です。
最近では、カメラなどを利用した画像認識技術による合否判定ができるようになり自動化が可能になってきましたが、最終的な検査や品質管理が厳しい検査の際は、やはり「人間の目」で行っているのが実状です。機械では検出できない不具合を人の目なら検出できるという、目視検査にしかない精度の高さが、製造業には必要不可欠であることが理由として挙げられます。
今回はこの目視検査に焦点を当て、検査の流れや見逃し・見落とし防止対策などをご紹介いたします。
外観検査における目視検査で行われていること

外観検査の一種である目視検査は、不良品を流出しないために非常に重要な作業です。
会社によっては、「検品」という言葉の方が馴染み深いかもしれません。
近年では人手不足の影響もありカメラやAIによる検査機器を用いた自動化が進んでいる会社もありますが、多くの検査工程ではまだまだ人が行っています。検査する際は良品、不良品のサンプルや検査基準を定めて行いますが、人の目によって確認することになりますので、検査員でのバラつきや見逃し・見落としがあり検査は大変難しい業務です。
また、取り扱っている商品などで検査する項目は様々です。
ここでは製造業における代表的な検査項目を記載します。
形状の検査
形状の検査においては、自動検査機やノギスなど器具を用いて確認されることが多いです。
以下のようなチェックポイントを検査されています。
- 指定されている図面形状と差異がないか?
- 組立に間違いがないか?
- 寸法は公差範囲内か?
- 色味に差異がないか?
- 折れ、変形、歪みなどがないか?
仕上がり状態の検査(外観検査)
傷(キズ・疵・瑕疵)や亀裂などは画像検査機を用いられるケースも増えていますが、目視で外観検査する場合も多いです。
主に製品の表面に以下のような異常が無いかを、ライトを使って検査します。
具体的な検査項目は、以下のようなものがあります。
【状態に関する項目】
- 商品の表面に傷(キズ・疵)
- 線傷
- スクラッチ疵
- スジ
- シワ
- 湯じわ
- 折れ目
- フローマーク
- 打痕
- 圧痕
- 色ムラ
- 異物(コンタミネーション)
- 糸引き
- 汚れ(指紋、皮脂)
- シミ
- たれ
- たるみ
- 縞干渉
- 虹色干渉
- 黒点
- 錆(サビ)
- 腐食
- 焦げ
- 焼け
- 鬆(ス・巣)
- 気泡(ボイド)・空気孔
- ゲル・フィッシュアイ
- ポロシティ
- ピット
- 亀裂
- バリ、仕上げ不良
- シルバーストリーク(銀条)
- ジェッティング
- ウェルドライン(ウェルドマーク)
- ビビリによって発生するチャタマーク
- 鋳巣・引け巣・ピンホール・ブローホール
- 内容量(液面高さ)
- 異品種、組違い、抜け
【形状に関する項目】
- 凹凸
- 凹み
- 窪み
- 突起
- 凸不良
- フクレ
- ヒケ(シンクマーク)
- はじき
- 長短
- 隙間
- 割れ
- 欠け
- クラック
- 異物のかみこみ(ゴミ噛み)
- 変形
- ねじれ
- 反り
- アンダーフィル
- アンダーカット
- 溶接割れ
- 破れ
- 漏れ
- 剥離
- 充填不足(ショートショット)
- ゲート残り
- 寸法不良
【表示に関する項目】
- ラベル有無
- 異ラベル
- ラベル位置
- ラベル傾き
- 転写不良
- にじみ
- かすれ
- ぼやけ
- 誤字(印字ミス・印字間違い)
- 印字ズレ
- 異色
- 変色(カラーストリーク)
- 色移り
機能検査
生産した部品や商品、機械が仕様通りに動くかどうかをチェックする検査になります。
例えば照明の場合、以下のような検査が必要です。
- 点灯するか?
- 仕様書通りの明るさが出ているか
- 色味にバラつきがないか?
目視検査の見逃し防止・対策方法
目視検査は人の目によって行われますので、目視検査が行われる環境が大事になります。
また検査と言っても、受け入れ検査(入荷検査)、工程内検査、最終検査、出荷検査などいくつかの工程で実施されることが多いです。
自社だけでなく、部品の製造元、商品の納品先、ユーザーなど、あらゆる場所で検査は実施されています。各検査場所で検査する環境、照明、検査員の技量などが異なるため、自社の検査で合格となった商品が、納品先の受入検査で不合格となることもありますので、検査場の環境を整えることは不良品の発生を最小限に抑えるために、大切なことです。
以下のチェックを1点ずつ実行・改善することで、目視検査の精度は変わります。
- 検査を行うスペースは十分か?
- 検査台・検品台はガタつかないか?
- 明るさは十分か?
- 騒音なく集中できるか?
- 検査員の体調は良好か?
- 照明の光の当て方は適正か?
- 休憩時間は適正か?
目視検査用照明(目視検査用ライト)とは

ここからは目視検査の環境において重要な役割となる、目視検査用照明の選定のポイントをご紹介します。
必要照度
JISの照度基準というものが各空間や作業場ごとに定められており、製造業の工場内においても、作業内容に応じて必要照度は分けられています。
以下の表は、JIS Z9110-1979「照度基準」からの引用です。
| 照度(lx) | 場所 | 作業 |
|---|---|---|
| 75~150 | 出入口、廊下、通路、階段、洗面所、便所、作業を伴う倉庫 | ごく粗な視作業、例えば、 ○限定された作業 ○包装b ○荷造b・c |
| 150~300 | 電気室、空調機械室 | 粗な視作業、例えば、 ○限定された作業 ○包装b ○荷造a |
| 300~700 | 制御室 | 一般の製造工場などでの普通の視作業、例えば、 ○組立c ○検査c ○試験c ○選別c ○包装a |
| 750~1,500 | 設計室、製図室 | 繊維工場での選別、検査、印刷工場での植字、校正、化学工場での分析などの細かい視作業、例えば ○組立b ○検査b ○試験b ○選別b |
| 1,500~3,000 | 制御室などの計器盤及び制御盤 | 精密機械、電子部品の製造、印刷工場での極めて細かい視作業、例えば、 ○組立a ○検査a ○試験a ○選別a |
このように作業内容によって照度基準は定められていますが、「検査」が工程に入ると求められる照度はぐんと上がります。
お客様の中でも検査場の照度は取り決めされているところも多いですが、大体が500lx以上と高照度を基準値にされています。
照度が高いほうがより明るく、傷(キズ・疵)・亀裂や異物などが発見しやすいとされています。
しかし、LEDをはじめとする照明器具の特性として、明るくすればするほど検査ワークからの反射や眩しさが強くなる傾向にあります。
つまり、「照度基準の達成=検査しやすい環境・検査しやすい照度」や、「必要照度=自社にとって適切な照度」とは必ずしも言えないようです。
作業性
高い照度の空間というのは、照明によって検査員の目の疲れや頭痛を引き起こす可能性があります。
例えば、「一カ所だけに強い光が集中する」、「残像が残るようなまぶしさを感じる」という照明をお使いの場合は、作業効率が低下している可能性もあります。
その他にも、「明るさが足りずに、検査対象物が見えづらい」というケースでは、明るくし過ぎると、かえって目が疲れやすくなるというデメリットを招いてしまうことがあります。
反射(ハレーション)
検査対象物に光を当てたとき反射はしていないでしょうか?
反射が原因で傷(キズ・疵)が見えない、所謂ハレーションが発生することで見逃し・見落としが起き、不良品流出の可能性があります。
特に、検査対象物が金属製品や白い製品は、反射しやすいです。
影のでき方
検査対象物を照らしたとき影が濃く出てしまうと死角となり、検査できる範囲が狭まってしまいます。
また検査では拡大鏡を用いて検査しているケースもあり、拡大鏡そのものが影となることもあります。
ただし影の濃さや影の出方で検査している場合もあるので、検査工程においての影の要、不要は会社によって異なります。
光の当て方
明るすぎる時は光の当て方や角度を変えないと、検査対象物・ワークの傷(キズ・疵)が見えないということもあります。
作業員ごとに見えやすさの差はありますが、属人的な環境が慢性化してしまうと、引き継ぎが困難となり、若手検査員の育成が困難になる一方です。
局所的な明るさで人による工夫で対処するのではなく、拡がる光など検査ワークが満遍なく照らせる環境へ改善することが必要です。
演色性
演色性とは、照明を通した色の見え方のことを言います。
例えば服を買った際に店内で見た色と屋外で見た色と違った経験はございませんか。これが演色性の違いによるものです。
Raという数値で表され太陽光下はRa=100です。
このRaが100に近いものほど、太陽光下と同じような色の見え方をします。
果物の良品を判別するために、農園では選果作業という検査があります。このような、色を重要視する場合は、照明の演色性をチェックしてください。
検査照明・検査ライトとしておすすめの無電極ランプ

検査照明として弊社が最もおすすめの照明は、無電極ランプです。
「無電極ランプを検査照明としてお選びいただける理由」などを、ここからは紹介いたします。
元々は、水銀灯の置換として使用する天井照明がメインの使用用途でしたが、この光の質は天井灯としても検査照明としても、とても好評を得ています。
検査照明として選ばれる理由
無電極ランプが選ばれる理由を上述した検査照明選定ポイントに合わせてご紹介します。
- 反射(ハレーション)が少ない
- 影のできづらさ
- 眩しさ(グレア)が少ない
- 光の当て方
- 演色性
- 照度
- 金属部品(アルミニウム、鉄、ステンレス鋼[SUS]、銅、鉛、チタンなど)
- 樹脂成形品(塩化ビニル、MCナイロン、ポリプロプレンなど)・プラスチック部品
- 電子基板
- 陶磁器
- ガラス
- 印刷物(新聞)
- ゴム
- 床材・木材
- 電装
- アルミダイカスト
- 自動車用 金属部品メーカー様
- 食品メーカー様
- ガラス加工会社様
- TGS018シリーズ
- NKシリーズ
- デスクライト・ハンディライト・拡大鏡付きライトをお探しの方は、有機EL照明をご確認ください。
- クランプで検査台に取り付け可能なスタンド
- キャスター付きで移動できるスタンド
- 卓上で自立可能なスタンド
- 既設照明よりも眩しくなく目が疲れにくいと感じました
- 実際に使うことができ、イメージしやすかった
- 既設照明からの置き換えを検討しているため、サイズ感や重量、固定部分が確認できたので良かった
- 強い光で確認できなかった小さな傷が見えるようになった
- 4/8~4/10:ものづくりワールド[名古屋](ポートメッセなごや)
- 5/20~5/22:INTERPHEX WEEK[TOKYO](幕張メッセ)
無電極ランプは光が広がるので、1点に光が集中しないため反射しにくいです。
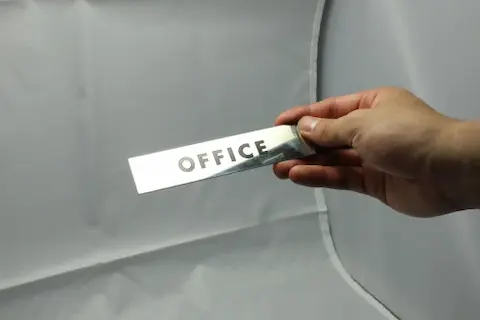
この写真は金属プレートを無電極ランプ下とLED下で見た時の反射の差を撮影しました。
 |
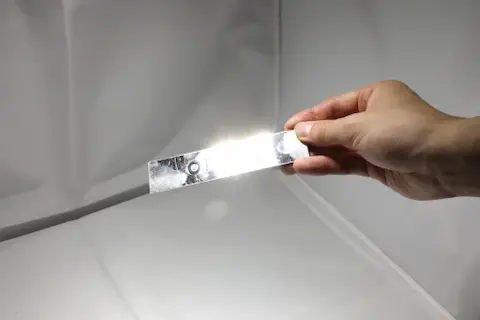 |
カメラなどを用いて検査をする場合にもLEDだと光の線が出すぎてしまう、光が強すぎて反射するなどという問題を無電極ランプで解決した事例もございます。
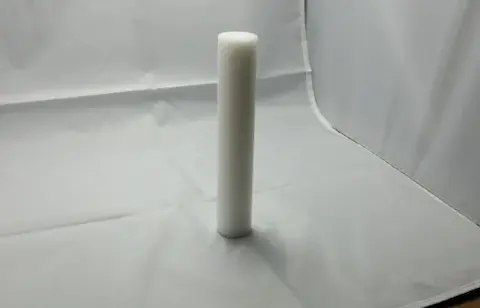
光が広がる無電極ランプは、影も濃くできません。以下の比較写真も参照ください。
 |
 |
無電極ランプは蛍光灯と同じような光の質です。事務所などでよく使用される蛍光灯は、光が広がり直視しても眩しくないと思います。検査照明は、空間照明などと比較して照明と検査員の距離が近いため眩しい光は疲れを伴いますが、無電極ランプは優しい光となっています。
LEDで検査をおこなっており頭痛や目の疲れを訴えていた作業員の方が、無電極ランプのデモ機を試され、頭痛などが改善されたということからそのまま購入いただいたこともありました。
無電極ランプは面発光なので、光を照らせる範囲が広いです。発光範囲が狭いと検査対象物を動かしながら検査する必要がありますので、その手間を省けます。
 |
 |
無電極ランプの演色性はRa80になります。色味を重要視されるような検査でも、色合いが自然に見えるということで採用いただいたことがあります。
60W/100W/150W/200Wのラインナップがありますので各設置環境や検査対象物の大きさに応じて選択いただけます。デスクライトのように使われている場合だと、照明器具の大きさは大きくなってしまいますが、60Wや100Wをよくご利用いただいています。
照度設計した参考値ですが、照明設置から2m直下で照度は以下になります。
| 機種 | 2m直下照度 (lx) |
1m直下照度 (lx) |
0.5m直下照度 (lx) |
|---|---|---|---|
| NK40(40W) | 170 | 683 | 2,732 |
| TGS018J-WJ60/T(60W) | 218 | 874 | 3,494 |
| TGS018J-WJ100/T(100W) | 562 | 2,200 | 8,800 |
| NK150(150W) | 1,110 | 4,400 | 17,600 |
| NK200(200W) | 1,769 | 7,100 | 28,400 |
この照度は、真っ暗な空間(0ルクス)のところで記載している型番の機種を1台点灯した場合の照度です。
例えば検査台上を750ルクスと基準を定められている場合、検査照明以外の天井灯などで検査台上が200ルクスあり、無電極ランプ100Wを台から2mのところに設置すると”200ルクス+562ルクス=762ルクス”で基準をクリアできます。ぜひ参考にしてください。
導入実績のある検査ワーク
2015年頃より無電極ランプは検査ライトとしての利用が広まってきました。
自動車会社や自動車部品の金属および樹脂会社がメインとなります。
以下の素材・用途の現場でご採用いただき、検査効率改善や画像認証化に貢献した実績があり、特に傷が見えるライト、傷検査のためのライトとして導入いただいた実績が多いです。
お客様からの声
検査場・検査室の様々な課題に対し、照明による対策事例が弊社には数多くございます。
ここからは、事例の一部を紹介いたします。
金属の反射が抑えられ、元々使用していたLEDよりも見やすく目が疲れにくくなりました!
直管型LEDからの置き換えで検査ワークが見やすくなりました!
反射しづらく、照射範囲も広いので角度を変えなくても検査することができるようになりました!

検査におすすめの無電極ランプ
検査用途で最も実績数の多いシリーズです。
手の平サイズの検査ワーク、検査台横へ設置する際において、おすすめです。

1mを超える比較的大きな検査ワーク、検査エリアの天井への設置などにおいて、おすすめです。


設置方法
下記の3種類をご提案しておりますので、設置方法も含めたご相談も承っております。

デモ機無料貸し出しのご案内
ご興味をもっていただいたお客様のために弊社ではデモ機無料貸出のサービスを行っております。※返送料のみご負担いただいております。
【デモ機の選定について】
弊社では、デモ機お貸出前にお客様の検査環境詳細の確認をしております。
「どの器具が自社の環境に適しているかわからない、、」と不安に思われる場合でも、弊社社員が現在の検査環境詳細をお伺いし、お貸出器具のご提案を行っておりますのでご安心ください!
貸出できる器具は以下ページで確認できます。

デモ機は20台以上用意がございますので、ご興味ある方はお気軽にご連絡ください。
展示会に出展します!
展示会では、デモ機を展示しており、実際に無電極ランプでの見え方をご確認いただけます。
お近くのお客様でご興味ございましたら、ぜひ貴社検査ワークをお持ちのうえ、ご来場ください。
↓最新の展示会出展情報はこちら↓
最後に
最後までお読みいただき、ありがとうございました。
検査用照明でお困りのお客様からは以下のようなお声をいただきます。
・アルミ製品の表面検査を行われているお客様
蛍光灯が切れ一部LEDを導入したところ、表面の不良が発見しづらくなった。
・金属メッキのエンジン組み立て部品の検査をされているお客様
LEDを使用時、形状が複雑なため影や反射で見づらい箇所が発生してしまう。
・バスタブなどの汚れや異物の検査をされているお客様
光の反射や目の疲れが原因で、検査不良の見逃しが発生してしまう。
このようなお悩みを弊社照明で解決しております。
表面検査・異物検査など、検査照明に関しては環境や検査員の方との相性などで結果は左右されます。ぜひ、まずはデモ機でご確認いただけますと幸いです。
その他お困りごとなどございましたら、下記お問い合わせフォームより一度お問い合わせください。
関連ページ
お問い合わせフォーム